Common Waterproof Wire Harness Problems and How to Avoid Them
Outdoor equipment lives a hard life. Bulldozers slog through mud, irrigation pivots endure relentless sun and drenching rain, and wind turbines battle salt spray and temperature swings that can crack steel. When a waterproof wire harness fails, the consequences are immediate: a $500,000 harvester idles during a narrow harvest window, a safety interlock on a construction crane disables a critical load hold, or an offshore monitoring system goes dark for days. The root cause is almost always moisture where it doesn’t belong. Yet nearly every one of those failures is preventable when the harness is designed, assembled, and validated with the demanding outdoor environment in mind. This article examines why waterproof wire harnesses fail — and, more importantly, how to build ones that don’t.
The High Cost of Waterproof Wire Harness Failure in Outdoor Equipment
Operators often treat electrical harnesses as commodities; they’re wrong. In outdoor equipment — from agricultural sprayers to mobile cranes, GPS-guided mining trucks to refrigerated trailers — the harness is the central nervous system. A single breached seal can cascade into multiple sensor faults, unintended actuator movements, and complete machine shutdowns. Finance teams rarely see the true cost because downtime, emergency service calls, and damaged reputation rarely appear on the bill of materials.
Consider a scenario: a telehandler working on a muddy construction site. One shift after a heavy overnight rain, the joystick becomes intermittent, the load moment indicator throws false alarms, and the machine gets locked out. The fault? Water had crept through a poorly sealed inline connector, traveled along the wire strands by capillary action, and reached the CAN bus node. Total repair time: six hours; rental loss per day: thousands of dollars. The root cause wasn’t a connector IP rating mismatch — at least not on paper. It was a design that treated sealing as a last-minute detail rather than a core performance requirement.
The financial case for getting waterproofing right is clear. Warranty claims on electrical systems in off-highway equipment[1] can exceed 20% of total warranty spend, and a single recall for water-related short circuits[2] can erase millions in profit. More critically, failures in safety-critical circuits — emergency stops, brake-by-wire, stability control — put lives at risk. The starting point for reliability is understanding exactly how water beats even “sealed” systems.
Why Do Waterproof Wire Harnesses Fail? Root Causes
Waterproofing failure rarely shows up overnight. It builds quietly. The industry’s reliance on Ingress Protection (IP) ratings as a cure-all creates a false sense of security. An IP67 connector is tested under controlled lab conditions — static submersion, room temperature, no vibration, and no wire pulling. That rating does not guarantee performance when the connector is mounted on a diesel engine that vibrates at 150 Hz, surrounded by a thermal envelope that swings from −40°C to +125°C, and soaked in acidic muck.
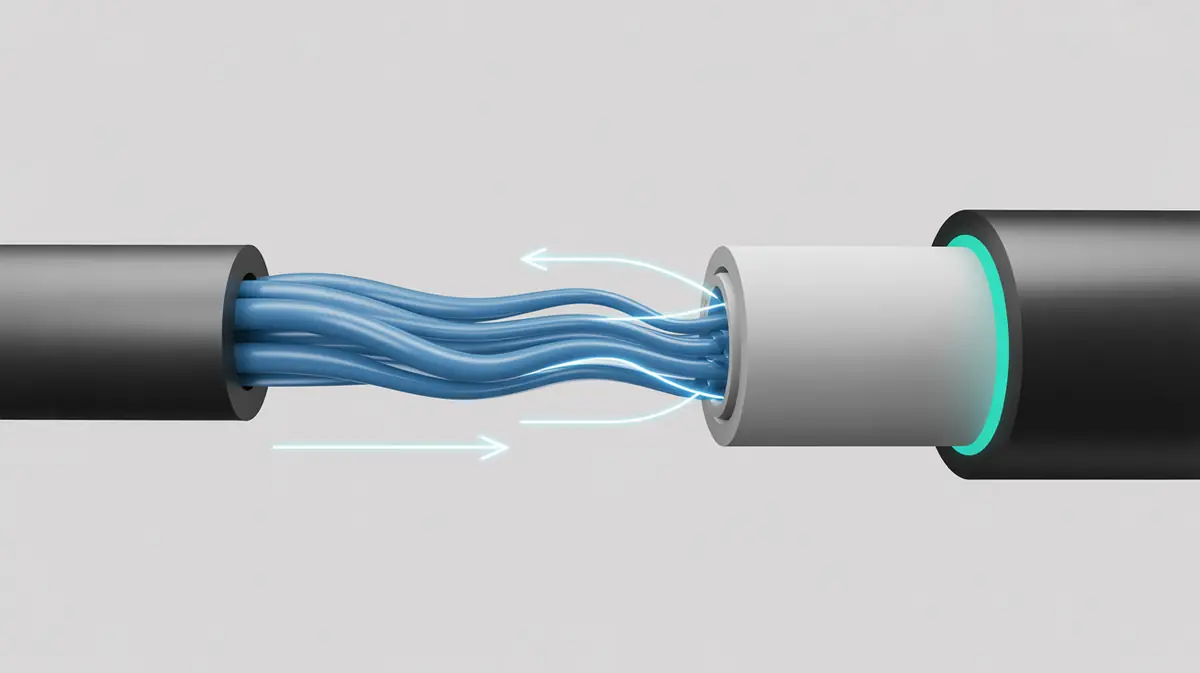
The most common failure mechanisms are easy to categorize, yet often missed during design review. Water ingress at mated interfaces tops the list. Poor gasket compression due to tolerance stack-up or insufficient seal retention, combined with vibration that relaxes the locking mechanism, opens microscopic paths for moisture. Next is capillary action along individual wires — particularly when stripped insulation leaves exposed copper that wicks water straight into the harness interior, bypassing the connector seal altogether. The third mechanism is physical degradation of seals: silicone loses elasticity with ozone and UV exposure; EPDM swells in certain hydraulic fluids; and extreme cold embrittles rubber, causing cracking that goes unnoticed until the next rain.
Add repeated thermal cycles, and you have a breathing pump. As air inside the harness expands and contracts, it draws moist external air past weak seals, condensing inside connectors and causing eventual electrochemical migration. Many “waterproof” harnesses actually fail from the inside out.
Moisture Ingress and Poor Sealing: The Most Common Failure Point
Water enters exactly where the system offers the least resistance. The junction between a multi-pin connector and its backshell is a notorious entry point. Even connectors with high IP ratings become vulnerable if individual wire entries are not individually sealed. In single-seal designs, one poorly compressed grommet compromises the entire interface. Over time, thermoset rubber seals take a compression set — they no longer spring back, and the moisture path opens permanently.

Double-seal and radial seal connectors dramatically reduce this risk. A radial seal creates a circumferential compression that is less sensitive to connector mating force variations, while a secondary gland provides redundancy. For applications exposed to regular washdowns or extended immersion, moving from IP67 to IP68 or IP69K is not a luxury — it’s a necessity. IP68 rates continuous submersion at specified depths and times, and IP69K assures protection against high-pressure, high-temperature jets. These ratings demand more sophisticated seal geometries and materials.
At the harness level, the backshell cavity must be considered part of the sealing system. Filling it with a dielectric grease or a self-fusing silicone tape before final connector mating adds an additional moisture barrier. But the real game-changer is using connector families that integrate the backshell sealing element into the insert design, so that every wire channel is individually gasketed. This transforms the wire entry from a potential failure site into a fortress.
Connector Corrosion: The Silent Killer of Wire Harness Reliability
Corrosion isn’t just about ugly green terminals. It’s an electrical disease that manifests as intermittent sensor signals, rising contact resistance, and, eventually, open circuits. In outdoor equipment subjected to high humidity and condensing atmospheres, the contact interface becomes an electrolytic cell as soon as moisture bridges two points at different potentials. Tin-plated contacts, cost-effective in dry environments, are particularly susceptible to fretting corrosion when vibration causes micro-motion. The tin oxide debris acts as an insulator[3], and the failure can appear months after the initial water event, making diagnosis maddening.
Galvanic corrosion accelerates when connector shells and contacts are made of dissimilar metals without proper isolation. For example, an aluminum backshell mated to a gold-plated contact can set up a corrosive couple if electrolyte (water) bridges the gap. In salt-laden coastal or deicing environments, the corrosion rate multiplies.
Gold-plated contacts outperform tin[4] in condensing and high-vibration environments. Gold’s resistance to fretting and its inert surface[5] keep contact resistance stable even after thousands of micro-vibration cycles. Yet gold alone isn’t enough — the contact geometry must include a wiping action during mating to break through surface films. For critical analog signals, specifying a minimum gold thickness of 0.4 µm[6] over nickel underplate is common; for power contacts, silver plating with anti-tarnish topcoats may be preferred. A thin film of connector dielectric grease[7], properly applied, adds a sacrificial moisture barrier that lasts for years, provided it is chemically compatible with the connector plastics.
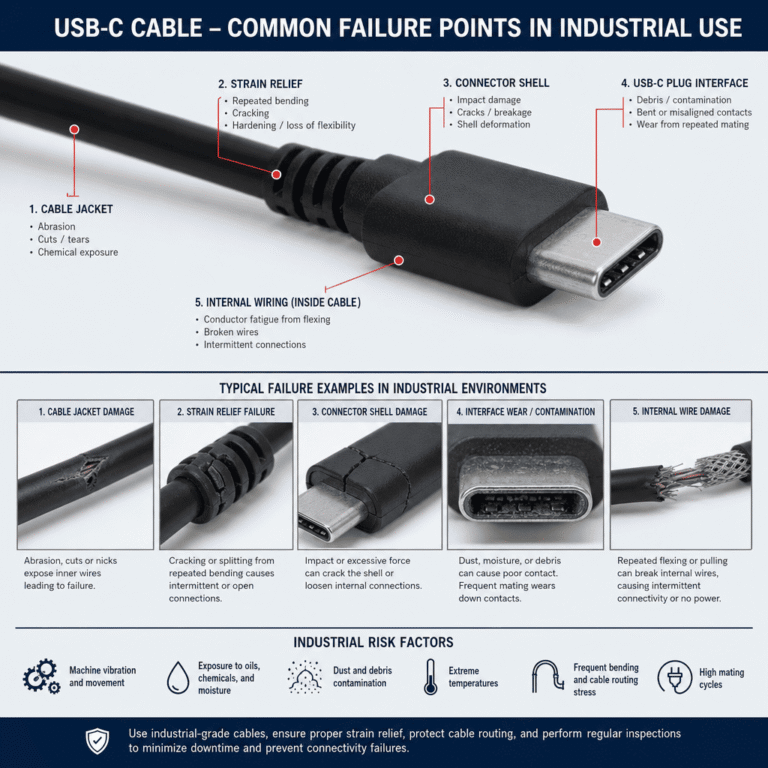
Insulation Damage and Mechanical Stress: Overlooked Threats
A connector might carry an IP69K label, but if the wire insulation a few centimeters away is chafed down to bare copper, water will wick directly into the conductor and travel inside the harness — completely bypassing any seal. Abrasion from vibration against frame rails[8], sharp edges, and tie-wrap points is one of the leading causes of field failures in off-highway machinery. The damage is often invisible until a short circuit trips a fuse or blows a driver.
Strain relief at connector terminations is equally crucial. Without proper support, wires flex at the point where insulation meets the contact crimp, leading to insulation cracking and eventual conductor breakage. Even if water doesn’t enter at the connector face, it can intrude through these insulation breaches and flood the connector cavity from the rear. The solution is a layered approach: adhesive-lined heat shrink tubing that bonds to the wire insulation, creating a waterproof junction, followed by a properly designed strain relief feature — whether a backshell clamp or an overmolded boot that distributes bending forces along a longer section of the harness.
Overmolding takes protection further by encapsulating connector terminations, Y-splices, and flex points in a monolithic mass of engineered thermoplastic. A well-executed overmold completely seals wire entries[9], absorbs vibration, and prevents wicking. It essentially turns a multi-piece assembly into a single, environmentally sealed component. However, overmolding requires careful process control — improper material bonding can create micro-voids that later fill with water. Partnering with suppliers that offer in-house overmolding and rigorous peel-strength testing ensures that the overmolded joint truly stays waterproof for the life of the equipment.
Choosing the Right Waterproof Connector: An IP Rating and Material Comparison
Selecting a waterproof connector starts with an honest assessment of the real operating conditions, not the brochure optima. IP67 (protected against temporary immersion) suffices for occasional rain splash and brief submersion, but outdoor equipment often sees more. IP68, by definition, covers continuous immersion — though always verify the specific test parameters (depth, duration) because the standard leaves room for manufacturer declaration. IP69K is specifically designed for high-pressure, high-temperature washdown cycles common in food-grade, construction, and agricultural equipment where steam cleaning or high-pressure washers are used daily.
Beyond the IP digits, connector architecture matters. Circular M12 connectors with IP67/IP68 ratings excel in sensor and small-signal applications, offering compact, vibration-resistant interfaces with fast push-pull or screw-locking mechanisms. For power distribution and hybrid circuits, heavy-duty rectangular connectors with environmental housings provide large wire gauge capacity, current handling up to 200 A, and easy maintenance. These often feature lever-assist mating to ensure uniform gasket compression even in tight spaces.
Material choice dictates long-term durability. Nylon housings, particularly glass-filled PA66, offer high strength, UV resistance, and broad chemical compatibility, making them suitable for fuel-exposed and sun-blasted positions. Metal shells — typically nickel-plated zinc or marine-grade aluminum — provide electromagnetic compatibility shielding and superior mechanical impact resistance, but they demand corrosion-resistant plating. For offshore or wastewater environments[10], stainless steel connectors eliminate galvanic pair concerns entirely.
In practice, finding a single-source partner that can supply a broad portfolio of IP67, IP68, and IP69K connectors shortens the design cycle. EDOM, for instance, delivers a comprehensive range of waterproof connectors built with automotive-grade sealing systems, high-grade contact alloys, and materials selected for harsh outdoor use. Their engineering team supports everything from derating current for elevated ambient temperatures to recommending the right seal configuration for cyclic immersion duty. That kind of application-focused selection process is what turns a connector datasheet into field-proven reliability.
Proven Sealing and Testing Strategies to Ensure Long-Term Performance
Sealing a wire harness is never a single-step affair. It’s a system of overlapping defenses. The first line is the connector interface seal, but the second line — protecting the wire-to-connector transition — is what differentiates a robust harness from one that will fail in the next monsoon. Dual-wall adhesive-lined heat shrink tubing is the workhorse here. When heated, the inner wall melts and flows into the crevices between insulation and connector backshell, creating a hermetic bond that resists water, fuels, and vibration. For maximum integrity, the tubing should be sized so that the recovered wall thickness provides at least 2:1 shrink ratio with complete adhesive coverage over the crimped terminal.
Overmolding then seals multi-wire junctions and flex zones. A properly designed overmold incorporates features like integrated strain relief bellows and textured gripping surfaces, and it bonds chemically to cable jackets — not just mechanically. The process demands precise control of melt temperature, injection pressure, and mold dwell time to prevent voids. EDOM employs in-house overmolding technologies combined with automated optical inspection and cross-section analysis to verify that every overmolded node is void-free. That level of process discipline closes the loop between design intent and physical reality.
Testing separates hopeful specifications from guaranteed performance. Production sampling should include IEC 60529 submersion tests to validate IP ratings, along with pressure-decay testing to detect microleaks that might escape a simple dunk test. For harnesses that must survive aggressive thermal cycling, combined environmental chambers that cycle humidity, temperature, and vibration reveal weaknesses that static tests miss. Monitoring electrical insulation resistance and dielectric strength before, during, and after environmental exposure gives quantitative evidence that the sealing system remains intact. Visual inspections for seal deterioration, corrosion, and insulation cracking must be part of every final inspection gate. When suppliers like EDOM certify connectors to sustained IP68 performance through rigorous in-house testing — and provide the data to prove it — OEMs gain not just a component, but a certified building block for their outdoor equipment.
Key Takeaways
- Most waterproof wire harness failures originate from moisture ingress at connector interfaces, capillary wicking along wires, and seal degradation — all of which can be mitigated through design.
- Select connectors with appropriate IP ratings for the actual washdown, immersion, and vibration conditions; double-seal and radial seal designs offer significant reliability margins over basic single-seal types.
- Combine adhesive-lined heat shrink tubing and overmolding to create a vault-like seal at wire entries, Y-splices, and flex points, preventing water from bypassing even the best connectors.
- Insist on comprehensive testing — from pressure-decay to combined environmental cycling — and work with suppliers like EDOM that integrate materials expertise, application engineering, and in-house validation into their waterproof connector solutions.
- Treat waterproofing as a system-level requirement encompassing sealing, strain relief, material compatibility, and corrosion protection; the upfront investment in robust design eliminates the far greater costs of field failures.
Don’t Let Moisture Dictate Your Uptime
Send us your waterproof wire harness requirements for review. Our application engineers will help you select the right IP-rated connectors, sealing methods, and validation protocols for your outdoor equipment.