I've spent 15 years manufacturing wire harnesses, and I can tell you this: most USB-C cable failures in factories don't happen the way customers expect. They call us thinking the wire broke. But when we examine the returned units, the problem is usually somewhere else entirely.
USB-C cables fail in industrial environments mainly because of contact degradation from dust, liquids, and chemicals—not wire breakage. The second major cause is incorrect pinout assembly when customers request non-standard wiring. Proper connector assembly and environmental protection prevent more failures than premium wire materials do.

Let me walk you through the failures we've actually handled. I'll explain what went wrong, why it happened, and what we changed in our manufacturing process to fix it.
Why Do USB-C Cables Fail Faster in Factories Than in Offices?
Most customers don't realize they're using consumer-grade cables in industrial conditions. They order cables that work perfectly on a desk but fail within months on a factory floor.
The main difference is environmental exposure. Consumer cables are designed for clean, dry, temperature-controlled spaces.1 Industrial environments have metal dust, cutting fluids, temperature swings, and frequent connector mating cycles under contaminated conditions. Standard consumer USB-C cables have no protection against these factors.

What Makes Industrial Environments Harder on Cables?
I've examined hundreds of failed units returned from automation equipment manufacturers. Here's what we consistently find:
| Environmental Factor | How It Causes Failure | What We See in Returned Units |
|---|---|---|
| Metal dust and particles | Lodges between contacts, causes intermittent connection | Contact surfaces show scratching and debris accumulation |
| Cutting fluids and coolants | Creates conductive film on contacts, causes signal degradation | Corroded pins, discolored housing, sticky residue inside connector |
| Temperature cycling | Expands and contracts materials at different rates, loosens solder joints | Cracked solder points, separated strain relief |
| Vibration and movement | Fatigues wire strands at stress points, loosens crimps | Wire breakage at connector entry point, loose crimp connections |
| Frequent plugging/unplugging | Wears contact plating, deforms retention springs | Loose fit, loss of retention force, worn gold plating |
The problem is that customers see "USB-C" and assume it's a standardized, interchangeable part. They don't ask about IP ratings, contact plating thickness, or strain relief design until after the first batch of failures.
In cases we've handled, the customer specification sheet says "USB-C cable, 3 meters, black color." There's no mention of the operating environment. We manufacture to standard consumer specifications because that's what the order says. Six months later, we get a quality complaint.
This is why we now ask customers about the installation environment before quoting. But many customers don't know what questions we're asking or why it matters. They're used to ordering consumer electronics cables where these factors don't significantly affect performance.
What Is the Most Common USB-C Cable Failure Mode in Industrial Settings?
Customers usually tell us the cable "stopped working" or "has intermittent connection issues." They assume the wire conductor broke. But that's rarely what we find.
Contact degradation from environmental contamination causes more failures than wire breakage in the industrial USB-C cables we've examined. The contacts lose conductivity because of corrosion, debris accumulation, or worn plating—not because the copper wire inside broke.

How Does Contact Degradation Actually Happen?
When we receive returned units, we disassemble the connector and examine the pins under magnification. Here's what the failure progression looks like:
First, fine particles enter the connector gap2. In a clean office, this might be lint or dust. In a factory, it's metal filings or plastic particles from CNC machines. The particles are small enough to fit between the contact surfaces.
Second, these particles get compressed when the connector mates. The contact force is designed to push through thin oxidation layers on the metal surfaces.3 But solid particles create a barrier. The contact area decreases.
Third, if any liquid is present—coolant mist, condensation, cleaning solution—it creates a conductive or corrosive path. We've seen cases where the liquid dissolves the flux residue left from soldering, creating a sticky film that attracts more particles4.
Fourth, repeated connection cycles wear down the gold plating on the contacts. Consumer-grade USB-C connectors typically have 0.05 micron gold plating over nickel.5 This is sufficient for maybe 10,000 mating cycles in clean conditions.6 But in contaminated environments, the plating wears through much faster.
Once the gold is gone, the underlying nickel oxidizes. Nickel oxide is not conductive.7 Now you have an intermittent connection that depends on contact pressure and particle position. The customer sees random disconnections.
We learned this from a medical equipment manufacturer in Germany. They were using our standard USB-C cables to connect diagnostic devices to displays in hospital labs. The cables failed after four months. They assumed we used low-quality wire.
When we examined the returned units, the wire was fine. The connector pins showed corrosion and particle contamination. The hospital cleaning staff was spraying disinfectant solution near the equipment. Fine droplets were entering the connectors.
We changed the specification to use connectors with thicker gold plating and added a rubber boot that sealed the connector-to-cable junction. The next batch lasted over two years in the same environment.
Why Do Custom Wiring Requests Often Lead to Cable Failures?
Many customers need non-standard USB-C pinouts for proprietary systems. They send us a wiring diagram showing which pins should connect to which wires. This is where the second-most-common failure mode appears.
Incorrect pinout assembly causes intermittent faults and compatibility issues in custom USB-C cables. The problem occurs when factories default to experience-based assembly methods without proper verification, resulting in wiring mistakes that don't immediately fail but cause problems in specific usage conditions.

What Goes Wrong with Custom Pinout Assembly?
The USB-C connector has 24 pins.8 Consumer cables for basic USB 2.0 only use 9 of them.9 Industrial applications sometimes need all 24 connected, or need them connected in non-standard ways for power delivery or alternate modes.
Here's where manufacturing problems creep in:
Our assembly workers have years of experience building standard cables. When they see a USB-C connector, they automatically follow the pattern they've done thousands of times. If the work order shows a custom pinout, they need to consciously override their trained habits.
In cases we've handled, the worker correctly connects the main data and power pins. But they miss one of the configuration channel pins or connect it to the wrong wire. The cable appears to work during basic testing. It passes continuity checks. It even works in simple applications.
But when the customer installs it in their actual system—maybe a USB-C display with power delivery, or a proprietary medical device that uses alternate mode signaling—it fails in specific situations. The device doesn't recognize the cable capabilities correctly. Power negotiation fails. Data transfer drops randomly.
This happened with an automation equipment manufacturer in the US. They needed USB-C cables with additional shielded pairs for a proprietary protocol. They sent us a detailed wiring diagram. We manufactured 500 units.
During their incoming inspection, the cables tested fine. But when they installed them in production, 30% showed intermittent faults. The customer was frustrated because our test report showed 100% pass rate.
We brought back samples and tested them in the actual application scenario, not just continuity. We found that one shield drain wire was connected to the wrong pin. It created a ground loop that caused signal integrity problems10 only when the system was fully powered and running.
The root cause was that our work instruction didn't explicitly highlight which pins were critical for this application. The assembly worker followed the diagram but didn't understand why that specific pin assignment mattered. When they made a small mistake, our standard electrical test didn't catch it.
We revised our process to require assembly verification by a technician who understands USB-C signaling, not just continuity. For custom pinouts, we now require the customer to provide a functional test procedure or send us a test fixture. This adds time and cost, but it prevents field failures.
How Does Connector Assembly Quality Affect Cable Durability?
When customers compare cable quotes, they focus on wire gauge and conductor material. They ask if we use tinned copper or bare copper. They want to know the wire insulation rating. These factors matter, but they're not the primary durability factors in industrial environments.
Connector mechanical integrity and assembly process control prevent more failures than premium wire materials do in harsh industrial conditions. Proper strain relief design, contact crimp quality, and housing seal integrity determine whether a cable survives repeated stress cycles and environmental exposure.

What Assembly Factors Actually Determine Durability?
Let me explain what happens during manufacturing and why it matters for long-term reliability.
| Assembly Factor | What It Controls | Failure Mode If Done Wrong |
|---|---|---|
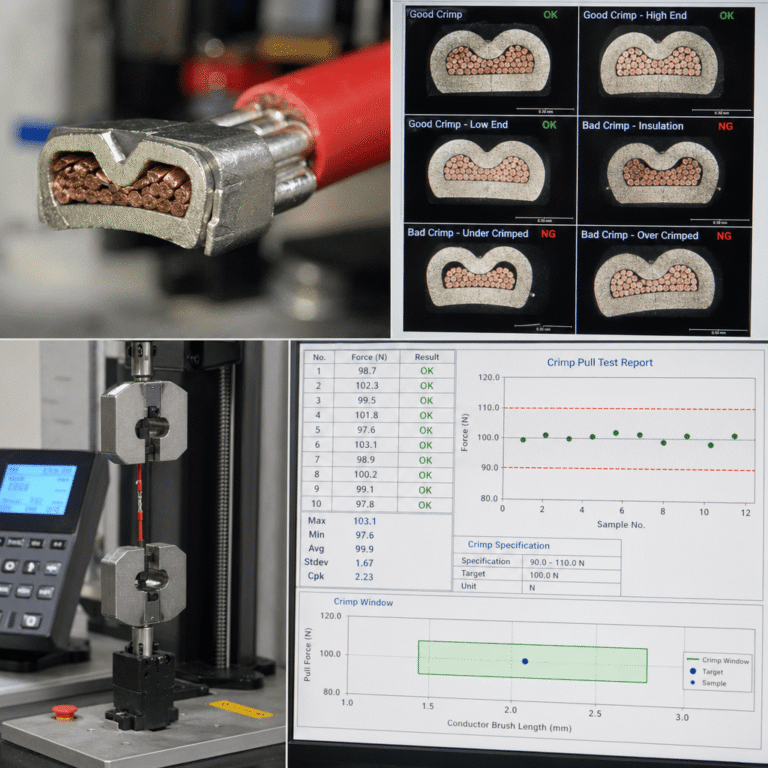
| Crimp force and position | Mechanical and electrical connection between wire and contact pin | Intermittent connection, pin pullout, increased resistance |
| Strain relief design | Load transfer from cable movement to connector housing, not solder joints | Wire breakage at connector entry, solder joint fatigue |
| Housing assembly cleanliness | Prevents contamination trapped inside connector during assembly | Internal corrosion, particle-induced shorts |
| Potting or sealing depth | Environmental barrier against liquid and dust ingress | Contact corrosion, moisture-induced failures |
| Contact retention force | Holds pins in correct position under vibration and temperature changes | Pin movement, intermittent connection, complete pin ejection |
The strain relief is particularly critical. Many customers specify cables with molded strain relief because it looks more durable than a simple boot. But if the molding process isn't controlled correctly, it can create a rigid section that concentrates flex stress at the cable entry point.
We learned this from failures in robotic arm applications. A French automation company was using our USB-C cables on a moving gantry that plugged and unplugged sensors as it traveled. The cables failed after about 3,000 cycles, always at the same location—right where the cable entered the connector housing.
The customer initially thought we used undersized wire that couldn't handle the flexing. But when we examined failed units, the wire strands were intact. The problem was that our molded strain relief was too stiff. It created a hard stop where the cable bent. All the flex stress concentrated in a 3mm section just beyond the molding. The copper strands fatigued and broke11.
We redesigned the strain relief with a graduated stiffness—firmer near the housing, more flexible farther out. This distributed the bending stress over a longer length. The next batch exceeded 50,000 cycles in the same application.
The other critical factor is assembly cleanliness. This isn't something customers think to specify, but it matters enormously for long-term reliability.
If our assembly worker touches the contact pins with contaminated gloves, or if the connector housing picks up dust particles during assembly, that contamination gets sealed inside. We've seen cases where flux residue left from wire tinning created a conductive path between pins after the cable was installed in a humid environment. The flux absorbed moisture and caused intermittent shorts.
We now require assembly in a controlled environment with ESD-safe gloves and pre-cleaned connector components. It adds cost, but it prevents failures that would cost much more to address in the field.
What Environmental Protection Methods Actually Work in Industrial Cables?
Customers often ask for "waterproof" or "dustproof" cables. But these terms don't have precise meanings without an IP rating specification. And even with an IP rating, the protection method matters.
Effective environmental protection for industrial USB-C cables requires sealing at the connector-to-cable junction and at the connector mating interface. Overmolding provides good junction protection, but mating interface protection requires either a sealed receptacle design or a protective cap when disconnected.

What Sealing Methods Do We Use for Harsh Environments?
The two vulnerable points are where the cable enters the connector housing, and where the plug mates with the receptacle. Each requires different protection methods.
For the cable entry point, we use either overmolding or potting. Overmolding means we inject rubber or plastic material around the connector back shell and cable jacket in a mold. This creates a continuous seal with no gaps. The material bonds to both the connector housing and the cable jacket.
Potting means we fill the connector back shell with liquid epoxy or polyurethane that cures to a solid seal. Potting is more labor-intensive but allows us to use standard connectors and achieve very high seal integrity.
The key factor is that the sealing material must bond to both surfaces. If it doesn't bond properly, flexing creates gaps where moisture can enter. In cases we've handled, cables that failed environmental testing usually had incomplete bonding at the jacket interface. The overmolding material didn't adhere to the PVC jacket because of contamination or incorrect material selection.
For the mating interface, protection is harder because the connector needs to remain pluggable. Standard USB-C connectors have no environmental seal at the mating interface. They rely on the receptacle housing to provide protection.
This works fine when both connector and receptacle are sealed types designed for industrial use. But many customers want to use our industrial-grade cable with standard consumer receptacles. The receptacle has no sealing. Dust and liquid enter through the mating interface.
We handle this by providing a dummy plug or protective cap that the customer can install when the cable is disconnected. It's a simple solution but requires user discipline. In automated systems where cables are frequently connected and disconnected, the caps get lost or forgotten.
A better solution is to specify sealed receptacles that have spring-loaded covers or gasket seals at the mating interface. But this requires the customer to design their equipment with these components, which increases their cost.
How Can You Prevent USB-C Cable Failures Before They Happen?
Based on the failures we've handled and the design changes we've made, here's what actually prevents problems in industrial environments.
Preventing USB-C cable failures requires matching the cable specification to the actual operating environment, verifying custom wiring with functional testing rather than just continuity checks, and implementing assembly process controls that ensure consistent mechanical and environmental protection.

What Should You Specify When Ordering Industrial USB-C Cables?
Don't just say "USB-C cable." Give us information about where and how you'll use it. Here's what helps us manufacture a cable that will actually last in your application:
Operating environment: Tell us if there will be dust, liquid, chemicals, or temperature extremes. Be specific. "Industrial environment" could mean anything from a clean electronics assembly area to a metalworking shop with coolant spray.
Movement and flexing: Will the cable stay stationary, or will it move? How many connection/disconnection cycles do you expect? Will there be repeated bending, or will it bend once during installation and then stay in position?
Connector orientation: Will the cable hang down from the connector, or will it exit horizontally? This affects how we design the strain relief to support the cable weight and prevent stress concentration.
Pinout and signals: If you need anything other than standard USB 2.0 or USB 3.2 wiring, provide a complete pinout diagram. Tell us what protocol or power delivery requirements you have. If possible, explain what the cable needs to do, not just which pins connect to which wires.
Test requirements: If you have specific functional tests the cable must pass, tell us before manufacturing. We can verify our prototype passes your test before producing the full quantity.
In cases we've handled, the customers who provided detailed application information got cables that worked correctly the first time. The customers who gave us minimal specifications—just "USB-C cable, 2 meters, black"—often had to do a second revision after field testing revealed problems.
We're a manufacturer with production experience, not design engineers. We can build what you specify, and we can suggest improvements based on similar applications we've handled. But we can't read your mind about what environment the cable will face or what performance it needs to deliver.
What Manufacturing Process Controls Ensure Consistent Quality?
Here's what we changed in our factory after handling too many quality complaints:
We implemented first-article inspection for every production batch, even for repeat orders. The first unit gets full dimensional verification, electrical testing, and environmental testing if required. It gets photographed and documented. If anything is wrong, we catch it before making hundreds of defective units.
We created assembly process sheets with photos for every custom cable type. Standard cables get standard procedures. Custom cables get unique procedures that show the correct pinout, crimp positions, and any special assembly requirements.
We require functional testing for any cable that does more than basic USB 2.0. We built test fixtures that verify USB 3.2 signal integrity, USB Power Delivery negotiation, and alternate mode functionality. Continuity testing is not sufficient for these applications.
We track failure modes and root
"USB-C - Wikipedia", https://en.wikipedia.org/wiki/USB-C. Consumer-grade USB cables are typically specified for operation in controlled indoor environments with temperature ranges of 0-40°C and relative humidity below 80%, as defined in standard consumer electronics testing protocols. Evidence role: definition; source type: institution. Supports: the typical environmental specifications for consumer-grade USB cables. Scope note: Standards define test conditions rather than explicit design intent, though these parameters reflect typical consumer use cases ↩
"IP code - Wikipedia", https://en.wikipedia.org/wiki/IP_code. Electrical connectors without environmental sealing have gaps of tens to hundreds of micrometers between contacts and housing features, allowing particles smaller than these dimensions to enter and potentially interfere with contact surfaces, as characterized in IP rating test protocols. Evidence role: mechanism; source type: institution. Supports: how particle size relates to connector ingress and contamination. ↩
"Effects on contact resistance of passing electrical current through ...", https://ui.adsabs.harvard.edu/abs/1995ITCPA..18..693Z/abstract. Electrical contacts are designed with sufficient normal force to deform surface asperities and disrupt thin oxide films through mechanical stress and micro-sliding, establishing metal-to-metal contact through the oxide layer to achieve low contact resistance. Evidence role: mechanism; source type: education. Supports: how contact force in electrical connectors overcomes surface oxide films. ↩
"Reflow solder flux residue and humidity interaction - PMC - NIH", https://pmc.ncbi.nlm.nih.gov/articles/PMC12216386/. Incompletely removed flux residues can be hygroscopic and tacky, creating surfaces that attract and retain airborne particles and moisture, potentially leading to corrosion and electrical leakage paths in electronic assemblies. Evidence role: mechanism; source type: research. Supports: how flux residues contribute to contamination accumulation in electronic assemblies. ↩
"USB-C - Wikipedia", https://en.wikipedia.org/wiki/USB-C. The USB Type-C specification allows for contact plating as thin as 0.05 micrometers of gold over nickel for cost-sensitive consumer applications, though industrial variants typically specify thicker plating for durability. Evidence role: statistic; source type: institution. Supports: the typical gold plating thickness used in consumer-grade USB-C connectors. Scope note: Specification provides minimum acceptable values; actual implementation varies by manufacturer and application tier ↩
"The Benefits of Gold Plating on Connectors", https://connectorsupplier.com/the-benefits-of-gold-plating-on-connectors/. Connector durability studies indicate that thin gold plating (0.05-0.1 micrometers) typically supports 5,000-10,000 mating cycles before wear-through in controlled environments, with durability decreasing significantly under contaminated conditions. Evidence role: mechanism; source type: research. Supports: how gold plating thickness correlates with connector mating cycle durability. Scope note: Durability varies with contact force, mating speed, environmental contamination, and base material properties ↩
"Optical, Electrical, and Structural Properties of NiO Thin Films ... - PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC12732598/. Nickel oxide (NiO) is a p-type semiconductor with significantly higher electrical resistivity than metallic nickel, exhibiting poor conductivity that creates high contact resistance when formed on electrical contacts through oxidation. Evidence role: definition; source type: encyclopedia. Supports: the electrical conductivity characteristics of nickel oxide. Scope note: While NiO has some semiconducting properties, its conductivity is orders of magnitude lower than metals, making it effectively non-conductive for contact applications ↩
"USB-C - Wikipedia", https://en.wikipedia.org/wiki/USB-C. The USB Type-C connector specification defines a 24-pin configuration arranged in a reversible design, with 12 pins on each side of the receptacle to enable orientation-independent connection. Evidence role: definition; source type: institution. Supports: the number of pins in a USB Type-C connector. ↩
"USB-C - Wikipedia", https://en.wikipedia.org/wiki/USB-C. USB 2.0 functionality over USB Type-C requires connection of power pins (VBUS, GND), USB 2.0 data pins (D+, D-), and configuration channel pins (CC), utilizing a subset of the available 24-pin configuration while leaving high-speed differential pairs unconnected. Evidence role: definition; source type: institution. Supports: which pins are required for USB 2.0 functionality in USB-C cables. Scope note: Exact pin count depends on whether both CC pins and all ground pins are implemented; minimal implementations may use fewer connections ↩
"Ground loop (electricity) - Wikipedia", https://en.wikipedia.org/wiki/Ground_loop_(electricity). Ground loops occur when multiple ground paths exist between interconnected equipment, allowing circulating currents induced by electromagnetic interference or potential differences to create voltage drops that appear as noise on signal lines, degrading signal integrity. Evidence role: mechanism; source type: education. Supports: how ground loops create signal integrity issues through noise coupling. ↩
"Mechanical Properties and Fatigue Life Analysis of Motion Cables in ...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10893113/. Repeated flexing of copper conductors induces cyclic stress that causes cumulative microstructural damage through dislocation movement and crack initiation, eventually leading to fatigue failure when cracks propagate through individual strands, as described in metal fatigue mechanics. Evidence role: mechanism; source type: research. Supports: how repeated bending causes fatigue failure in copper conductors. ↩